


高炉风口区域设备长寿、安全运行
相比较于炉缸烧穿、炉本体烧出事故来说,风口区域烧出对高炉连续生产影响较小,可以在较短的时间周期内恢复正常生产,对炉况影响相对较小;烧穿时跑出来的少量渣铁、焦炭,由于在风口平台区域,只要及时减风、组织出铁、停风,现场科学打水冷却,相对可控,次生灾害少。
高炉风口区域送风系统示意图
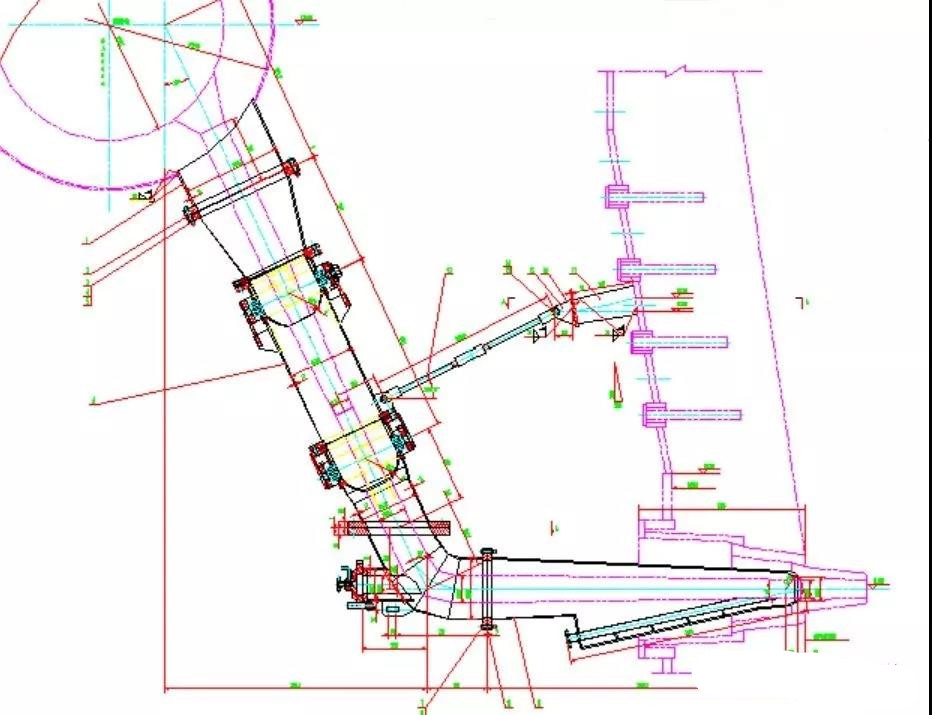
高炉风口区域送风系统包括热风围管、鹅颈管、弯头、直吹管、大套、中套、风口小套,主要功能就是给高炉供应热风、喷吹煤粉;炉墙耐火材料采用风口陶瓷组合砖或者整体浇注衬体(刚玉碳化硅质)结构。
风口区域是整个高炉工况条件最为恶劣的区域之一,冲刷、侵蚀和热震三种破坏同时存在。风口前端回旋区域内煤气与炉料的混合物不断地在高速高温气流的“吹”送下回旋运动,包含有气、固和液态三相,形成一个物理、化学反应交错的环境,理论燃烧温度达到2000℃以上。
风口回旋区示意图

高炉风口区域安全与长寿包括送风装置直吹管、风口小套、中套以及风口区域组合砖,通常表现为:直吹管表面温度高(或发红)、中套小套跑风(或烧损)、风口区域漏煤气等等,严重的就是烧出事故。下表是近些年文献摘录的风口区域烧穿实例:
|
序号 |
高炉 |
炉容m3 |
烧穿时间 |
烧穿描述 |
分析原因 |
备注 |
|
1 |
W钢7号 |
3200 |
2007.12 |
3#中套,放炮异响。 |
高炉炉渣Al2O3高,炉缸长期不活,中套烧损后等检修机会更换 |
刚出完铁,未出现风口大量灌渣 |
|
2 |
W钢6号 |
3200 |
2008.1 |
2#风口放炮烧穿,红焦炭喷出。 |
泵站供水管网停水。 |
|
|
3 |
S钢2号 |
1780 |
2005.4 |
21#风口烧穿炮火。 |
检修复风后,炉况不顺,悬料。 |
发现及时,打水将煤气火打回,未造成重大损失 |
|
4 |
M钢2号 |
1999.9 |
30#风口外喷大量渣铁,风口扭曲,中套烧坏 |
炉况不稳,渣皮脱落下砸导致风口扭曲。 |
及时打水,有效控制渣铁外喷。 |
|
|
5 |
L钢6号 |
2200 |
2004.8 |
风口放炮 |
风口磨损大,煤粉粒度过粗 |
|
|
6 |
W钢7号 |
2010.11 |
风口平台尖啸声、17号风口附近冒火星,风口有涌渣现象,17号直吹管烧坏,有红渣、焦炭喷出。 |
可能与直吹管在吊装或安装过程中,部分耐材掉落有关。 |
喷出的渣铁、焦炭把附近水管烧漏。 |
|
|
7 |
L钢2号 |
2008.12 |
1min不到,整根直吹管全部烧毁,只剩弯头,风口小套烧坏,喷出红焦炭。 |
可能与直吹管内耐材质量差有关。 |
||
|
8 |
H钢7号 |
2000 |
2002 |
直吹管频繁出现烧坏 |
高炉增大风量、高富氧强化冶炼 |
通过改进吹管结构、内衬耐材和制作工艺,提高直吹管寿命。 |
|
9 |
S钢 |
2500 |
2013 |
频繁发生直吹管发红、烧穿 |
高喷煤、喷煤枪磨损 |
高炉风口烧穿的主要原因归纳如下:
1)风口烧损(炉况不顺、炉缸工作差),减水操作等检修机会期间恶化,处理不当。
2)炉况不顺或特殊炉况(悬料座料、闷炉后开炉)渣皮脱落下砸。
3)高炉泵站供水系统断水。
4)风口质量问题,如堵塞(很少)。
高炉直吹管烧出主要原因归纳如下:
1)内衬耐火材料衬体捣料不实或脱落。
2)煤枪长度、角度不合适。
3)高炉灌渣。
4)严重崩料、座料。
防止风口区域烧穿的通用预防措施:
1) 岗位工人日常必须加强巡检,对风口跑风、吹管发红应及时发现,提前采取措施。
2)若炉况不好,出现风口窝渣、灌渣时,则应将对风口、吹管打水并派专人看守。
3)出现上述情况时,该风口停止喷煤。
4)因风口损坏严重减水前,必须将该风口上下加好两根打水管。减水后加强检查,防止发生断水烧穿。
5)风口突然烧坏断水时,要立即向风口打水冷却,设专人看守。
发生烧穿时,处理方法主要内容包括:
1)当发生送风支管或风口烧穿事故时,要立即外部强制打水防止扩大,并快速减风,观察风口情况,继续减风到风口不喷渣为止。
2)停煤、停氧,工长立刻组织出铁,逐步休风。然后检查其他风口是否灌渣,灌渣严重时将风口视孔大盖打开,使渣液流出,避免弯头灌死。
3)烧穿部位有大量红焦炭喷出,严重威胁炉前重要设备,有发生重大火灾事故,可快速休风。
4)打水的管工或炉前工要站在烧穿部位的旁侧上风口处进行打水,防止烧伤和煤气中毒,必要时安放台轴流风扇。
5)休风后清理并更换烧坏的风口及火管。

 鲁公网安备 37060202001117号
鲁公网安备 37060202001117号